摘要:为提高搅拌摩擦焊焊接成功率,基于相关工程经验和热传导理论,提出了一种在确定被焊工件厚度情况下保证焊接成功所需要的搅拌头最小轴肩直径的方法。讨论搅拌针直径和长度等参数的选取方法,以稳态焊接时搅拌头摩擦产热量等于工件内固塑分界面的散热量为基础,推导被焊工件厚度与所需搅拌头最小轴肩直径的关系方程,并探讨该方程相关参数的取值范围。以6061铝合金为例,通过该方程绘制工件厚度与搅拌头轴肩直径的关系图,其结果符合实际情况。
关键词:搅拌摩擦焊;搅拌头参数;搅拌头直径;
DOI:10.19344/j.cnki.issn1671-5276.2021.01.017
专辑:理工C(机电航空交通水利建筑能源); 理工B(化学化工冶金环境矿业)
专题:金属学及金属工艺
分类号:TG453.9
机械制造与自动化. 2021,50(01)
搅拌摩擦焊网
FSW.NET.CN
2021年2月21日
一种搅拌头轴肩临界值的计算方法
Tags:
发布:吕小默 | 分类:技术动态 | 评论:0 | 浏览:
2021年2月21日
搅拌头/工件界面峰值温度的测量及预测
摘要:搅拌摩擦焊接过程中搅拌头与工件接触界面处的界面峰值温度对接头的组织与性能有决定性影响。研发了界面温度测量系统,将热电偶置入搅拌头的轴肩底面和搅拌针侧面来分别监测两个接触界面的温度,信号采集、放大和处理等单元与搅拌头紧凑集成于一体,以蓝牙方式将温度数字信号以无线方式传输到计算机。通过AA6061-T6铝合金对接测温工艺试验,分析了不同工艺条件对界面峰值温度的影响。结果表明,界面峰值温度随着转速的提高或焊速的下降而升高,且随着转速的提高升温幅度逐渐变缓,转速变化对温度的影响大于焊速的变化。搅拌头倾角对界面温度有一定提升作用;在下压量不同时界面动态温度曲线也有不同,可在一定程度上判断焊缝成形质量。利用测量数据,修正了峰值温度的预测经验公式;与计算流体力学数值模拟方法相比,对界面峰值温度的预测更为简便和高效,有利于工程应用。
Tags:
发布:吕小默 | 分类:技术动态 | 评论:0 | 浏览:
2021年2月18日
轨道客车轻量化材料及其连接技术的发展与展望
摘要:随着轨道客车产业的快速发展,车辆用材料和连接技术取得了长足的进步,耐候钢、不锈钢及铝合金等金属材料大规模使用,推动了电弧焊、电阻焊、搅拌摩擦焊为代表的焊接方法获得广泛应用,焊接作业自动化率不断提升,更好地保证了产品质量。文中对轨道客车产业现状及发展前景、面临的服役环境挑战进行了简要叙述,对车辆应用材料发展历程进行了总结,对面向未来使用的更高强度、更优性能的轻质合金材料、纤维增强复合材料及其优异的综合服役性能对推动轨道客车领域新材料的不断应用情况进行了分析,同时对激光焊、激光-电弧复合焊、自冲摩擦铆接、绿色优质粘接为代表的先进连接技术对解决未来新型材料连接工艺前景做了展望,提出了今后轨道客车轻量化材料和连接技术的发展方向和研究重点。
关键词: 轨道客车;轻量化;材料;连接技术;
专辑: 工程科技Ⅰ辑;工程科技Ⅱ辑
专题: 铁路运输
分类号: U270.6
发布:吕小默 | 分类:技术动态 | 评论:0 | 浏览:
2021年2月14日
MIG焊叠加对铝合金FSW焊残余应力的影响研究
摘要:文中针对4 mm厚6A01-T5铝合金FSW焊缝叠加MIG焊,研究了MIG焊叠加对FSW焊残余应力分布的影响。研究结果表明:FSW焊残余应力在焊缝两侧分布不对称,前进侧残余应力较大,峰值残余应力位于前进侧热机影响区附近; MIG焊叠加FSW焊后残余应力同样分布不对称,峰值残余应力位于叠加MIG焊缝中心附近;与FSW焊相比,叠加MIG焊后正面残余应力均有一定程度降低且FSW后退侧叠加时横向残余应力下降最明显,叠加MIG焊后背面纵向残余应力下降不明显,横向残余应力均呈增大趋势,且FSW后退侧热机影响区叠加时的横向残余应力增加最显著。
关键词:搅拌摩擦焊;熔化极气体保护焊;叠加焊;残余应力;铝合金;
DOI:10.13846/j.cnki.cn12-1070/tg.2021.02.003
专辑:工程科技Ⅰ辑
专题:金属学及金属工艺
分类号:TG453.9
Tags:
发布:吕小默 | 分类:技术动态 | 评论:0 | 浏览:
2021年2月9日
搅拌摩擦对接焊根部弱连接特征、成因及液相溶解消除方法
搅拌摩擦对接焊根部弱连接特征、成因及液相溶解消除方法

发布:吕小默 | 分类:技术动态 | 评论:0 | 浏览:
2021年1月29日
从汽车焊装到一般工业的智能制造逻辑
撰文 | 潘敏瑶
今年,新冠疫情突如其来,给各行各业带来了巨大的冲击。瑞松科技的下游产业汽车业首当其冲受到影响。
在此背景下,瑞松科技却交出了逆势增长的答卷:一季度,公司实现营业收入1.92亿元,同比增长13.30%,净利润1426.09万元,同比增长143.29%;今年1-9月,瑞松科技完成营业收入6.48亿元,同比增长33.02%,实现净利润为4203.33万元。
不过,在瑞松科技董事长兼总裁孙志强看来,瑞松科技当前还是处在慢车道上。“2020年2月,瑞松科技通过科创板上市,有了资本市场的‘新赛道’,如何借助上市帮助企业更进一步发展,从慢车道转入到快车道,然后再从快车道驶入超车道,我们正在规划当中。”
发布:吕小默 | 分类:行业新闻 | 评论:0 | 浏览:
2021年1月29日
机械科学研究总院集团有限公司:破解大国重器关键焊接难题 助力制造业高质量发展
机械科学研究总院集团有限公司:破解大国重器关键焊接难题 助力制造业高质量发展
文章来源:机械科学研究总院集团有限公司 发布时间:2021-01-12
摘要:机械总院集团历经二十年系统研究了激光及激光电弧复合应用理论基础、核心工艺、关键共性工程技术、成套装备和标准体系等制约技术发展的关键卡脖子问题,取得了4项科技创新,解决了海陆空多种新型战略武器、超级起重机、全新一代高速列车等一批大国重器关键产品的关键焊接难题,引领实现了轨道交通、工程机械、石化、煤炭等装备制造领域传统焊接工艺的技术升级,推动了我国装备制造业的绿色、高质量发展。
Tags:
发布:吕小默 | 分类:行业新闻 | 评论:0 | 浏览:
2021年1月27日
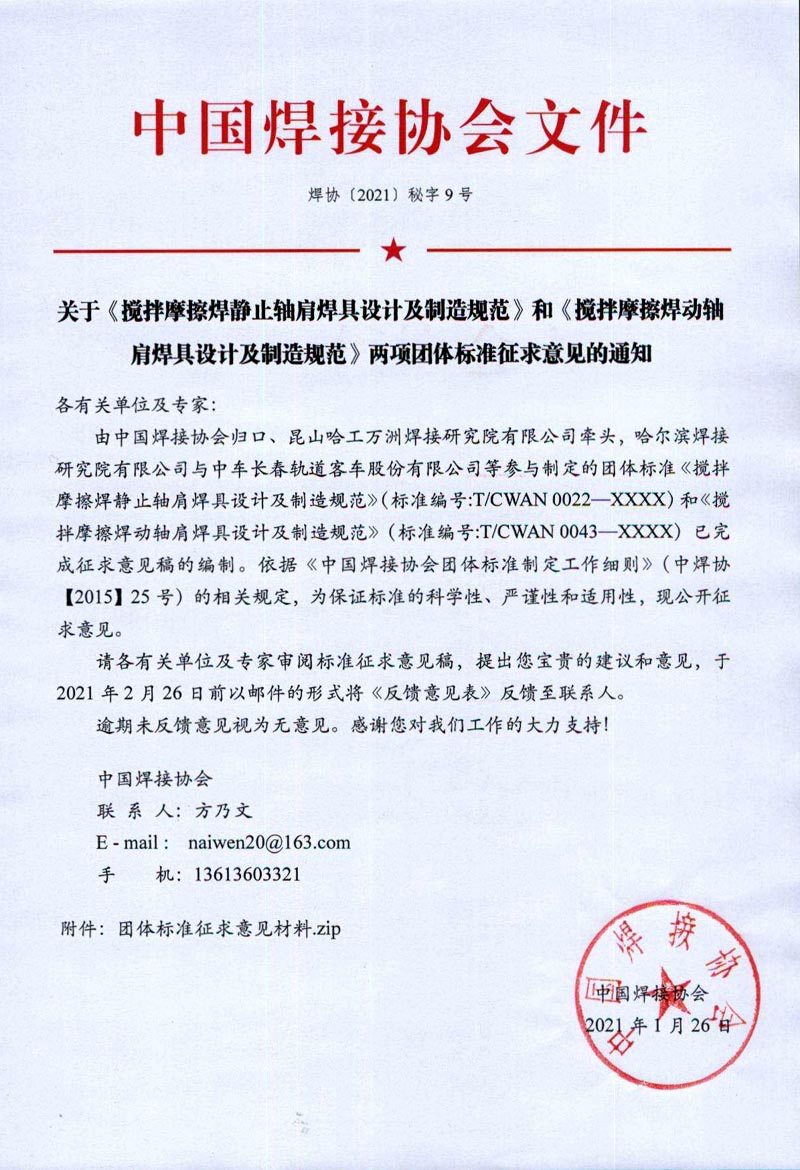
【征求意见】关于《搅拌摩擦焊静止轴肩焊具设计及制造规范》和《搅拌摩擦焊动轴肩焊具设计及制造规范》两项团体标准征求意见稿的通知

Tags:
发布:吕小默 | 分类:国内标准 | 评论:0 | 浏览:
- 控制面板
- 友情链接
- 最新留言
- 图标汇集
-
- 文章归档
-
- 2026年
6月(9) 5月(1) 3月(1) 2月(2) 1月(1) - 2025年
11月(1) 10月(3) 9月(7) 5月(2) 3月(1) 2月(4) 1月(3) - 2024年
12月(5) 11月(7) 7月(7) 6月(2) 3月(1) 2月(1) 1月(2) - 2023年
12月(2) 9月(1) 7月(2) 6月(1) 3月(1) 2月(2) 1月(1) - 2022年
12月(1) 11月(1) 8月(2) 7月(1) 6月(5) 5月(1) 4月(2) 3月(22) 2月(4) 1月(10) - 2021年
12月(4) 11月(3) 10月(2) 9月(3) 8月(2) 7月(1) 5月(4) 4月(5) 3月(3) 2月(5) 1月(9) - 2020年
12月(16) 11月(5) 9月(1) 8月(1) 7月(3) 6月(3) 5月(6) 4月(2) 3月(1) 2月(2) 1月(1) - 2019年
12月(2) 11月(1) 9月(5) 8月(10) 7月(2) 6月(16) 5月(14) - 2017年
9月(1) 8月(1) 7月(1) - 2015年
12月(1) - 2014年
2月(15)
- 2026年
- 搜索